Breaking new ground in mining and minerals
Alfa Laval decanter centrifuges are the perfect choice for a wide range of solid-liquid separation duties in mining and mineral applications. They can replace or complement existing solutions and help boost capacity, reduce tailings volumes, save space and increase the recovery of water, chemicals and minerals.Optimizing your solid-liquid separation processes is a straightforward way to cut operating and investment costs while minimizing your company’s environmental impact. In many cases you can raise plant profitability by simply adding Alfa Laval decanter centrifuges to traditional separation systems such as thickeners, sedimentation dams and various filters, or replace the old system altogether.

Bringing you cleaner, more efficient solid-liquid separation
More customer stories

Mature fine tailings, Canada

More than 30 Alfa Laval decanter centrifuges have been installed at three different tailings treatment sites in Canada. The decanters have proven to be an outstandingly efficient solution for large-scale dewatering of tailings. The decanters efficiently remove the finest particles that conventional solids control equipment is unable to deal with.

Eti Maden, Turkey

The world’s largest borate mining company, Eti Maden in Turkey, uses an array of fully protected Alfa Laval decanter centrifuges to separate tailings from a saturated borate solution. The company is very pleased with the long track record of reliable operation, low maintenance costs and strong local service support from Alfa Laval.
Products
Alfa Laval P3 decanter for tailings
Alfa Laval P2 decanter for process separation
Benefits
- Short payback time
- High cake dryness
- High volume capacity
- Contained process resulting in good working conditions
- Full support from our global service team, even in remote locations
Other solutions for solid-liquid separation
Alfa Laval also offers other products for solid liquid separation, depending on the size of your operations.
Downloads
Brochures
Application leaflets
Products leaflets
Case stories
Whitepaper: The development of centrifugal separation technology for tailings
Presentation: Sustainable solid/liquid separation in mining and mineral industry
Opportunities throughout your process
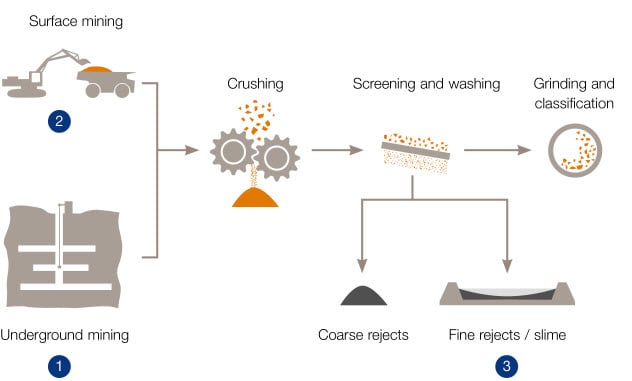
Mining and benefication
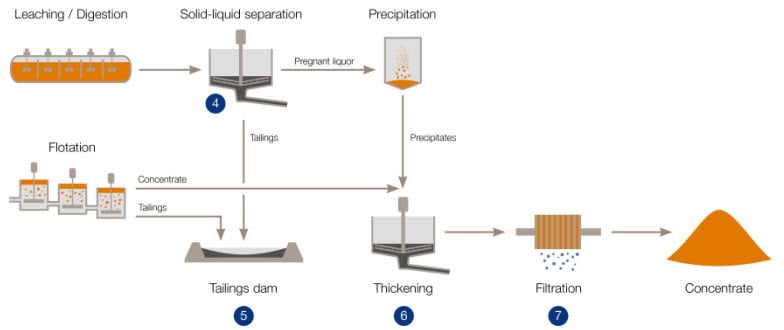
Extraction and concentration
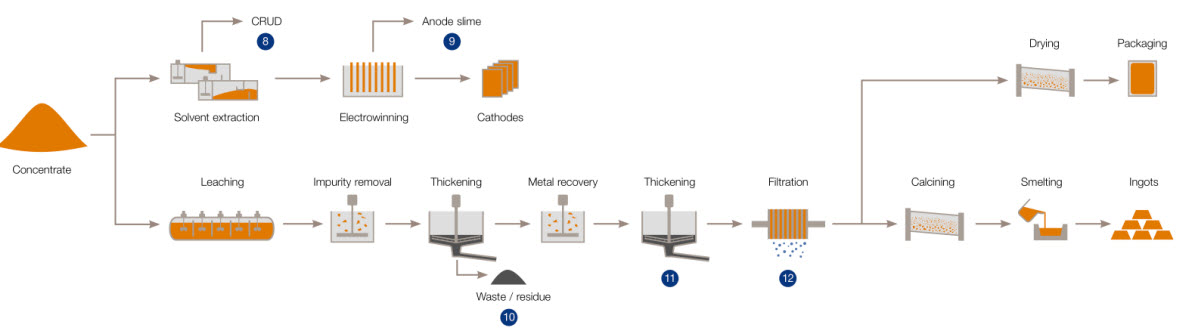
Purification and metal recovery
Potential decanter applications
- Acid mine drainage sludge treatment
- Drilling water sludge treatment (water recovery/metal recovery)
- Fine rejects/slime dewatering (water recovery, dry stacking)
- Solid-liquid separation and washing (replacement of thickeners/washers)
- Tailings dewatering (water recovery, chemical recovery, dry stacking)
- Thickening of concentrate (thickener replacement)
- Concentrate dewatering (filter replacement)
- CRUD treatment to recover organic solution
- Anode slime dewatering to recover solution/recover valuable metals from sludge
- Waste/residue dewatering to recover product/dry waste disposal
- Product thickening (thickener replacement)
- Product dewatering (filter replacement)
What's your treasure?
Alfa Laval offers gasketed, welded and spiral heat exchangers, each optimized for specific duties and operating conditions in mineral processing. Our compact heat exchangers help you recover valuable heat in leaching, smelting and converting.